






2022/03/24
1915
瞧!航空工业的生产应用题这么答!- 广州工业自动化展
广州国际工业自动化技术及装备展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行。邀您关注广州工业自动化展今日新资讯:
在航空工业大大小小的生产车间中,有着一群善于观察、敢于挑战的人,他们提出的问题可能很小,但牵动着生产的质量与效率。用“小创新”释放大能量,用“金点子”推动大发展,方法总比困难多,这些生产应用题这样来解!
研发自动跟随配送车
出现问题
在中航西飞机身装配厂生产现场,一般使用精益手推车配送现场物料,工人走到哪,就把车推到哪,在工具物料多的情况下,手推车对工人的工作造成了诸多不便。
这么解决
低成本自动化跟随式物料配送车

大家围绕低成本自动化(LCIA)精益理念,推进电气化改造,用创新服务员工生产生活,自主研发制作低成本自动化跟随式物料配送车。
取得效果
配送车将运具信息化、载具柔性化,在“运具即载具”的思路下实现配送车的自动式跟随,使用跟随配送车时,车在一定范围内可以自动识别使用者位置,并自行启动跟随模式,直线跟随时在前进路线中判断与人位置,还可以跟随人自动转弯,除了自动跟随,配送车还设有遇障碍自动避险装置。解放现场工人双手,降低工人劳动强度,使短距离配送变得更方便、安全、快捷。
配送车的应用范围涉及全面线边配送领域,并在短时间内可以完成模块化载具的拆卸和搭建,方便使用者根据生产任务的不同满足操作者对线边配送的不同需求。
特种刀具焊接
出现问题
在特种刀具焊接中,主要是采用高频焊接设备将待焊接的刀柄和刀片加热到一定温度,采用工业硼砂和焊锡焊接到一起。而高频焊接设备加热速度快,温度控制难。一个刀柄从室温加热到950℃只需要3—5秒钟,到达工作温度以后,操作人员需要人为控制脚踏开关反复地通断高频焊接设备进行保温,很难精准控制。现场实际的温度范围在900—1000℃之间,甚至会超过1000℃。
这么解决
远红外测量信息融合技术
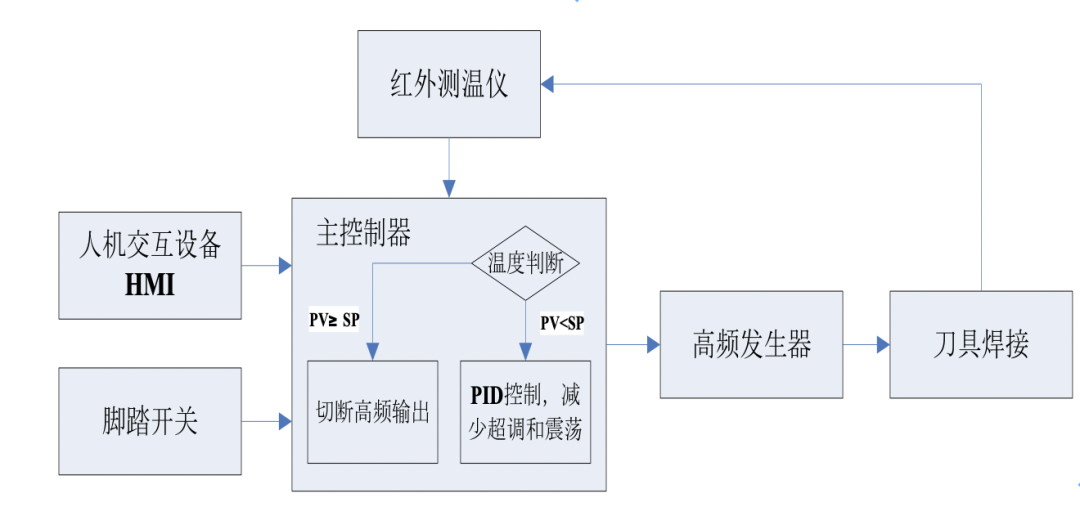
红外测温仪对焊接位置的温度进行实时检测,并将检测结果反馈给控制器,控制器按照内部的PID参数对高频感应线圈的输出进行干预,调整输出频率和占空比,并在一定程度上对刀柄和刀具将要到达的温度进行预判,防止实际温度超调和震荡的现象发生。当焊缝位置温度到达950℃时,自动切断高频感应线圈输出。同时,针对不同形状的刀具,可在触摸屏上调整切断输出时的温度。
取得效果

目前,该技术已经成功应用于航空工业沈飞特种刀具的焊接,解决了高温合金刀具在高频焊接过程中由于温度控制不稳定而导致刀具耐用度降低的难题,刀具的平均使用寿命和质量提高20%以上,设备操作更加简单有效,大大提高了生产效率,节省了大量的生产成本和人员培训。
快速转移装置
出现问题
在航空工业沈飞热处理车间大规格棒材的淬火过程中,操作者需要采用挑钩、铁钳、抬架等工具,将重量达几吨、长度约八米、表面温度高达500℃的棒材在规定的时间内从热处理炉转移到距离10米外的卷簧机上。每操作完一炉棒材,操作者都会大汗淋漓,体力透支,同时由于操作者配合不协调易发生烫伤、砸伤等严重事故的隐患。
这么解决
大型棒材的自动化转移装置
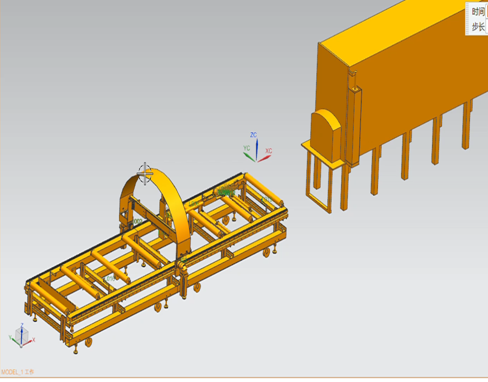
该装置采用PLC控制系统、齿轮传动系统、丝杠滑块机构、气动夹紧装置等精确控制夹持装置的运动轨迹,并结合生产现场的实际工作情况,创新性设计出一种自动化转移装置,实现大规格棒材高温下自动快速夹取、转运和精确定位等功能。
取得效果

现场工作人员不用再承受高温环境及安全风险,只需轻轻按下遥控,对准零件夹取,按一键自动启动,就可以实现大型棒材的自动转移。
创新模具结构
出现问题
在航空工业沈飞钣金零件制造中,超塑成形/扩散连接成形模具的结构复杂、体积大,常选用耐高温合金钢整体铸造后精铣型面的方法进行制备。由于模具结构复杂,铸造时极易产生气孔、缩松等铸造缺陷,导致模具在高温高压工况下使用时极易损坏、寿命短,使用2—3次后即需要返修,甚至直接报废,同时缺陷会降低高温高压下模具型面精度,影响零件成形质量,大幅增加制造成本。
这么解决
厚型面分体铸造组合焊接的模具结构形式
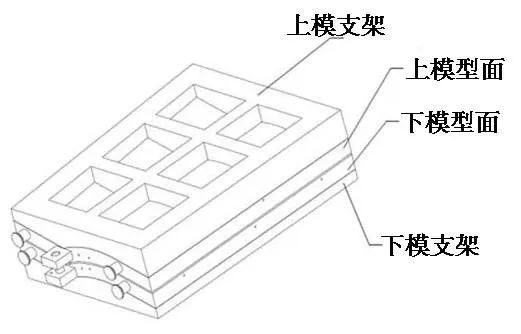
此模具结构分为型面和支架两部分,型面设计成等厚形式,型面和支架分别铸造,通过熔焊方式连接成整体,然后加工型面获得最终模具。
取得效果
保证铸造质量,大幅减少铸造缺陷,组织致密度更高,型面加工质量更好,大大提高了模具的稳定性,解决了零件在成形过程中因模具变形而造成的阶差和缩沟问题,提高了零件成形质量。
目前,该模具结构形式已推广到多个型号钛合金零件生产中,有效改善了零件成形质量,提高模具使用寿命50%以上,大幅降低生产成本,提高生产效率。
探索性工序优化
出现问题
某型机高温合金螺栓小模锻标准件转至航空工业宏远生产后,任务量逐年攀升,大批量的交付对产能以及成本控制提出严峻的挑战和考验。
这么解决
闭式精密挤压制坯成型

通过数据收集、流程图、价值流等精益工具和群策群力方式,参研人员运用计算机有限元模拟,最终采用挤压模具闭式精密锻造成形新方法,实现了机器人智能识别加热、转移、锻造、冷却多维一体化拉动式连续作业,优化了工序。
取得效果


单件荒型锻造成型由24min/件缩短至12s/件,排产设备等待时间由15天降低至1天,大大提高了生产效率,缩短了生产周期。同时极大降低了原材料消耗,单件消耗仅62g,节约60%原材料,材料利用率提高3倍。
新设计新结构
出现问题
扩压器铸件为航空工业安吉承担的某项目关键部件,铸件结构复杂,尺寸精度要求高。由于壁厚相差较大,多次调试压型参数,制作蜡模胎膜工装均未达到控制蜡模尺寸的要求,同时存在放置整圈冷蜡块会导致蜡模无法均匀收缩等问题。
这么解决
设计新结构冷蜡块

冷蜡块分散落点,冷蜡芯表面设计凹槽及限位钉,冷蜡芯固定于模具,准确作用于收缩位置,蜡模收缩均匀,表面光洁,满足铸件的尺寸精度要求。
取得效果
该冷蜡芯结构适用于扩压器类环形结构件,有效控制蜡模收缩,提高蜡模尺寸精度,有效保证了该铸件的按时交付。
自主研发管理系统
出现问题
在生产过程中,手工记录往往存在容易出错、效率低下、查询不便、数据不规范等问题。
这么解决
质量数据管理系统
航空工业安大于2020年年初开始建设质量数据管理系统,经过5个月的精心策划和设计,7个月的反复调试,于2021年初进行小范围试用。后期继续反复调试优化,增加了多项实用功能。
取得效果
目前,该系统已在下料、锻造转工、成品验收等环节全面投入使用,效果显著。截至3月10日,系统已录入各类数据56000余项。下一步深入优化后,补充废品实物管理、模锻件表面质量图谱等板块,努力快速实现生产系统单位的使用全覆盖及持续优化。
“小创新”推动“大发展”,这样的例子还有很多!
文章来源:搜狐网
2022广州国际工业自动化技术及装备展览会即将于2022年3月3-5日在中国进出口商品交易会展馆B区举行。SIAF展会是专业的工业自动化技术展览会,它涵盖了一系列从零部件到整套设备和集成自动化解决方案。本届展会主题: 工业机器人及机器视觉、感应技术、工业测量及仪器仪表、连接技术、智能仓储、物流集成解决方案、电气系统、工业互联网;广州工业自动化展会更多资讯,详情请登陆官网 https://spsg.gymf.com.cn
扫码实名预约,领取入场证!

| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-89816057;我们将及时予以更正。 |


深耕自动化,成就多元产业应用
欢迎莅临广州国际智能制造技术与装备展览会!
主办单位官方微信

